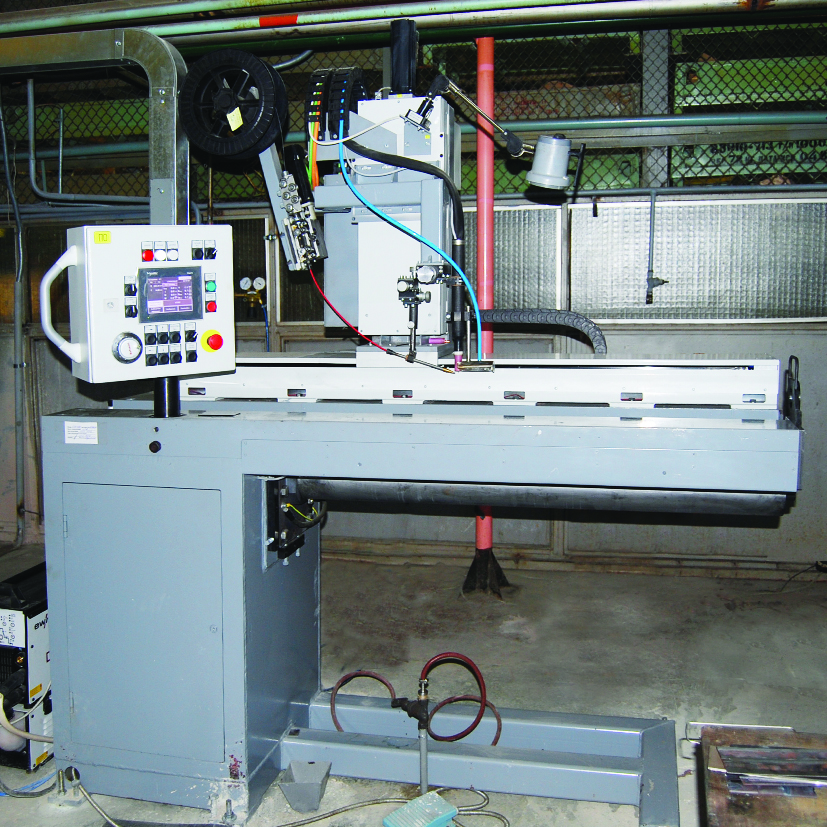
УСП-400

| Год разработки | 2016 |
| Назначение | Автоматизированная аргонодуговая сварка продольных швов |
| Размеры свариваемых деталей (мм): | |
| диаметр | 40-150 |
| длина | до 400 |
| толщина металла | 1,0 - 9,0 |
| Свариваемые материалы | Титановые сплавы |
| Скорость сварки (м/час) | 5 - 60 |
| Диаметр присадочной проволоки (мм) | 1,2; 1,6; 2,0; |
| Источник питания | MagicWave 5000 Job G/F + модуль плазменной сварки PM10 ф. Fronius, Австрия |
| Особенности | Сварка неплавящимся электродом в среде защитных газов, а также плазменной сварки с использованием системы АРНД и подачи присадочной проволоки, протоколирование параметров процесса сварки. |
УСП-1200
| Год разработки | 2011, 2014 |
| Назначение | Автоматическая сварка продольных швов |
| Диаметр свариваемых деталей (мм) | 150 - 600 |
| Длина свариваемых деталей (мм) | до 1200 |
| Толщина свариваемых деталей (мм) | 0,8 - 3,0 |
| Свариваемые материалы | Конструкционные высоколегированные и нержавеющие стали |
| Скорость сварки (м/час) | 3-60 |
| Диаметр присадочной проволоки (мм) | 0,8; 1,0; 1,2; |
| Источник питания | Tetrix-350 |
| Устройство управления | Промышленный контроллер |
| Особенности | Сварка неплавящимся электродом в среде защитных газов, протоколирование параметров процесса сварки. |
УСП-1500С

| Год разработки | 2013, 2014 |
| Назначение | Автоматизированная аргонодуговая сварка продольных швов |
| Диаметр свариваемых деталей,(мм) | - |
| Длина свариваемых деталей,(мм) | 1500 |
| Толщина металла,(мм) | 0,4 - 5,0 |
| Свариваемые материалы | Нержавеющая сталь |
| Скорость сварки (м/час) | 5-60 |
| Диаметр присадочной проволоки (мм) | 1,0; 1,2 |
| Источник питания | Tetrix-350, ф.EWM, Германия |
| Особенности | Специализированная установка для автоматической аргонодуговой сварки прямолинейных стыков листовых и профильных конструкций из нержавеющей стали с использованием системы АРНД и протоколирования параметров процесса сварки. |
УСП-1600
| Год разработки | 2015 |
| Назначение | Автоматизированная аргонодуговая сварка продольных швов |
| Диаметр свариваемых деталей,(мм) | - |
| Длина свариваемых деталей,(мм) | 1500 |
| Толщина металла,(мм) | 0,4 - 5,0 |
| Свариваемые материалы | Нержавеющая сталь |
| Скорость сварки (м/час) | 5-60 |
| Диаметр присадочной проволоки (мм) | 1,0; 1,2 |
| Источник питания | Tetrix-350, ф.EWM, Германия |
| Особенности | Специализированная установка для автоматической аргонодуговой сварки прямолинейных стыков листовых и профильных конструкций из нержавеющей стали с использованием системы АРНД и протоколирования параметров процесса сварки. |
УСП-2300

| Год разработки | 2011 |
| Назначение | Автоматическая сварка продольных швов |
| Диаметр свариваемых деталей (мм) | 50 - 2000 |
| Длина свариваемых деталей (мм) | до 2200 |
| Толщина свариваемых деталей (мм) | 0,8 - 4,0 |
| Свариваемые материалы | Конструкционные высоколегированные и нержавеющие стали, титановые сплавы |
| Скорость сварки (м/час) | 3-60 |
| Диаметр присадочной проволоки (мм) | 1,0; 1,2; 1,6 |
| Источник питания | Tetrix-300 Classic Plasma |
| Особенности | Сварка плазменная и неплавящимся электродом в среде защитных газов, протоколирование параметров процесса сварки. |
УСП-5000
| Год разработки | 2011 |
| Назначение | Автоматическая сварка продольных швов листов и конструкций ребристого типа |
| Диаметр свариваемых деталей (мм) | - |
| Длина свариваемых деталей (мм) | 5000 |
| Толщина свариваемых деталей (мм) | 0,6 - 6,0 |
| Свариваемые материалы | Нержавеющие стали, титановые сплавы |
| Скорость сварки (м/час) | 10-60 |
| Диаметр присадочной проволоки (мм) | 1,2 - 2,0 |
| Источник питания | Tetrix-451 AC/DC |
| Особенности | Сварка неплавящимся электродом в среде защитных газов, программирование траектории сварки и работа с АРНД, протоколирование параметров процесса сварки. |
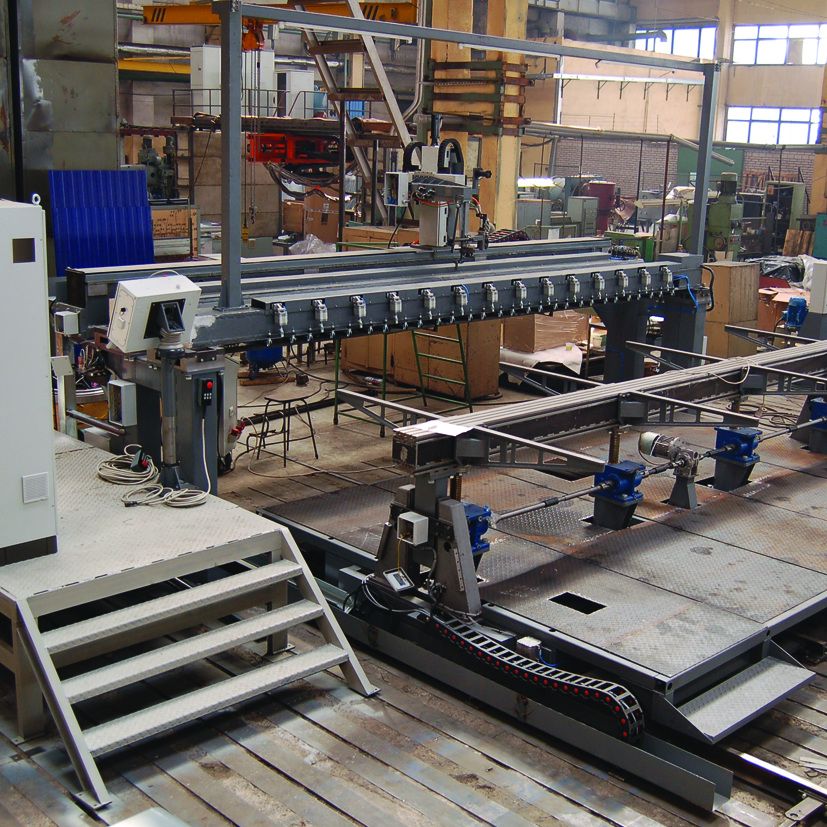
УСПпл-12000

| Год разработки | 2012 |
| Назначение | Автоматическая аргонодуговая сварка продольных швов поясов из профильного проката типа "уголок" |
| Диаметр свариваемых деталей (мм) | - |
| Длина свариваемых деталей (мм) | 4000 - 12000 |
| Толщина свариваемых деталей (мм) | 10,12,14,16 |
| Свариваемые материалы | Конструкционные стали |
| Скорость сварки (м/час) | 20-120 |
| Диаметр присадочной проволоки (мм) | 1,2; 1,6; |
| Источник питания | Cloos GLC 403, 2 шт. |
| Особенности | Сварка плавящимся электродом методом ТАНДЕМ. Изделию придается обратный прогиб для компенсации сварочных напряжений. |
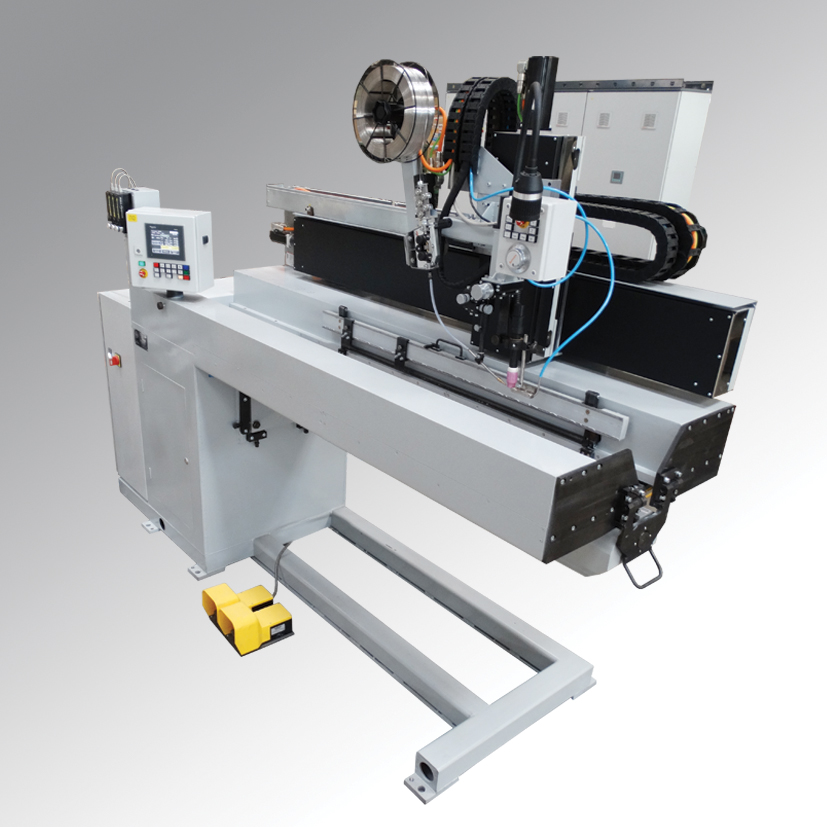
УСП-800

| Назначение | Автоматизированная аргонодуговая или плазменная сварка продольных швов |
| Размеры свариваемых деталей (мм): | |
| диаметр | 150-600 |
| длина | до 800 |
| толщина металла | 0,8 - 6,0 |
| Свариваемые материалы | Конструкционные высоколегированные и нержавеющие стали, титановые сплавы |
| Скорость сварки (м/час) | 3 - 60 |
| Диаметр присадочной проволоки (мм) | 0,8; 1,2; 1,6 |
| Особенности | Сварка неплавящимся электродом в среде защитных газов или плазменная сварка, система АРНД, протоколирование параметров процесса сварки. |