УСК-50
| Год разработки | 2003 |
| Назначение | Автоматическая аргонодуговая сварка кольцевых и круговых швов |
| Диаметр свариваемых деталей (мм) | 3 - 50 |
| Длина свариваемых деталей (мм) | до 300 |
| Толщина свариваемых деталей (мм) | 0,5 - 2,0 |
| Наклон оси вращения шпинделя (град.) | 0 - 90 |
| Количество управляемых координат | 3 координаты |
| Скорость сварки (м/час) | 5 - 30 |
| Диаметр присадочной проволоки (мм) | - |
| Источник питания | Triton-120 |
| Особенности | Прецизионная сварка импульсной и постоянной дугой изделий из стали, алюминиевых и титановых сплавов малой толщины |
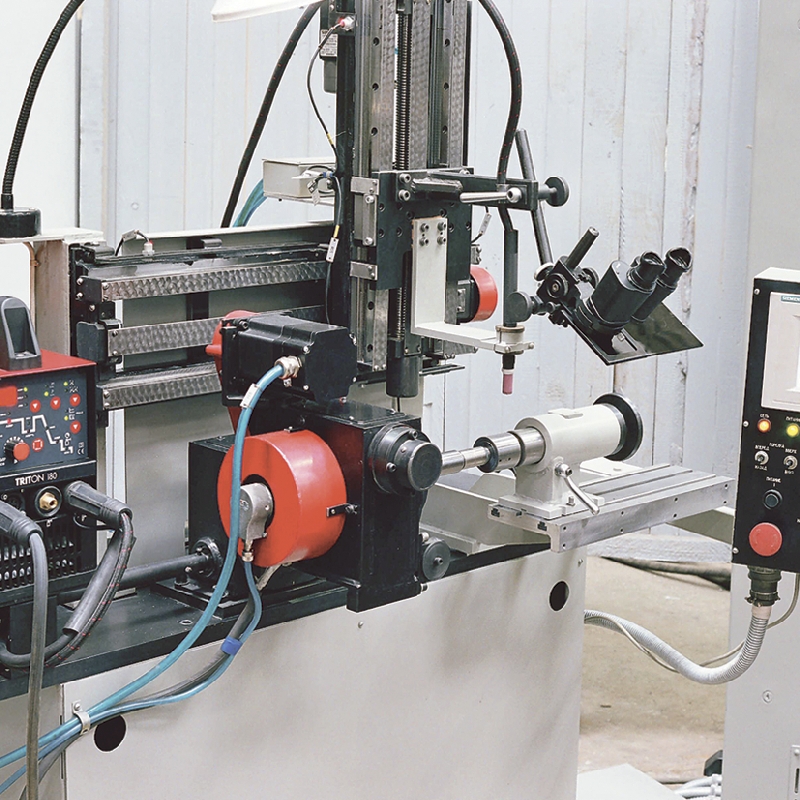
УСК-250

| Год разработки | 2006 |
| Назначение | Автоматическая аргонодуговая сварка кольцевых и круговых швов |
| Диаметр свариваемых деталей (мм) | 4 - 250 |
| Длина свариваемых деталей (мм) | до 500 |
| Толщина свариваемых деталей (мм) | 0,3 - 3,0 |
| Наклон оси вращения шпинделя (град.) | 0 - 90 |
| Количество управляемых координат | 3 координаты |
| Скорость сварки (м/час) | 5 -30 |
| Диаметр присадочной проволоки (мм) |
1,0 – 1,2 |
| Источник питания | Triton-180 |
| Особенности | Прецизионная сварка импульсной и постоянной дугой изделий из стали, алюминиевых и титановых сплавов малой толщины |
УСК-400
| Год разработки | 2015, 2016 |
| Назначение | Автоматизированная аргонодуговая сварка многослойных кольцевых швов из титановых сплавов и нержавеющих сталей |
| Размеры свариваемых деталей (мм): | |
| диаметр | 22-400 |
| длина | до 2000 |
| толщина металла | 4 - 20 |
| Наклон оси вращения шпинделя (град.) | - |
| Количество управляемых координат | 3 |
| Скорость сварки (м/час) | 5 - 30 |
| Диаметр присадочной проволоки (мм) | 1,2 - 3,0 |
| Источник питания | Tetrix-351, ф.EWM, Германия |
| Особенности | Многослойная сварка титановых сплавов с применением микрокамеры |
УСК-700/2000
| Год разработки | 2016 |
| Назначение | Автоматическая сварка кольцевых швов двумя независимыми горелками |
| Размеры свариваемых деталей (мм): | |
| диаметр | 100-700 |
| длина | до 2000 |
| толщина металла | 1 - 3 |
| Свариваемые материалы | Конструкционные высоколегированные, нержавеющие стали и титановые сплавы |
| Скорость сварки (м/час) | 10 - 60 |
| Диаметр присадочной проволоки (мм) | 0,8; 1,0; 1,2; 1,6 |
| Источник питания | Два автономно работающих источника питания TransTig 4000 Job G/F с блоками принудительного охлаждения FK-4000-R FC |
| Особенности | Сварка кольцевых швов неплавящимся электродом в среде защитных газов (аргон или гелий) двумя независимыми горелками, одна из которых установлена в близкое к «потолочному» положение |
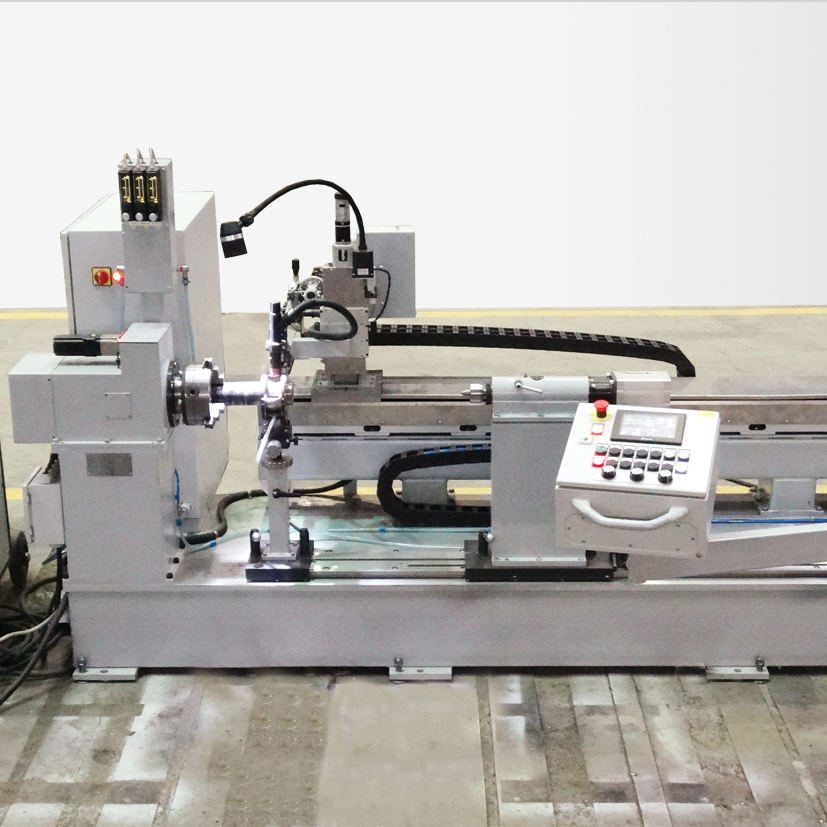
УСГА-400
| Год разработки | 2015 |
| Назначение | Автоматизированная аргонодуговая сварка кольцевых и круговых швов |
| Размеры свариваемых деталей (мм): | |
| диаметр | 20-400 |
| длина | до 3000 |
| толщина металла | 1 - 10 |
| Свариваемые материалы | Нержавеющие высокопрочные стали, алюминиевые и титановые сплавы |
| Скорость сварки (м/час) | 0,1 - 4,5 об/мин |
| Диаметр присадочной проволоки (мм) | 1,2 - 2,0 |
| Источник питания | Tetrix - 451 АС/DC, ф.EWM, Германия |
| Особенности | Сварка неплавящимся электродом в среде защитных газов с использованием системы АРНД, а также колебания горелки поперек стыка шва |
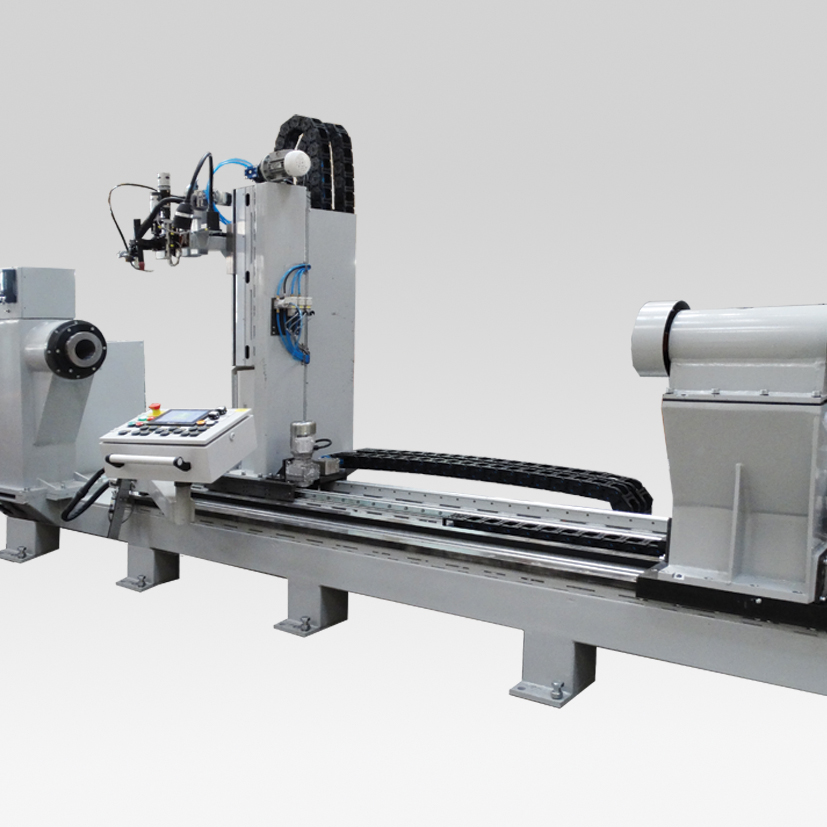
УСК-1000
| Год разработки | 2010 |
| Назначение | Автоматизированная аргонодуговая сварка кольцевых и круговых швов |
| Размеры свариваемых деталей (мм): | |
| диаметр | до 500 |
| длина | до 1500 |
| толщина металла | 1 - 3 |
| Свариваемые материалы | Нержавеющие жаропрочные стали и сплавы, титановые сплавы |
| Скорость сварки (м/час) | 3 - 30 |
| Диаметр присадочной проволоки (мм) | 1,0 - 2,4 |
| Источник питания | Tetrix - 300 АС/DC, ф.EWM, Германия |
| Особенности | Сварка неплавящимся электродом в среде защитных газов с использованием системы АРНД, наклон свариваемого изделия на угол 0° - 90°. |
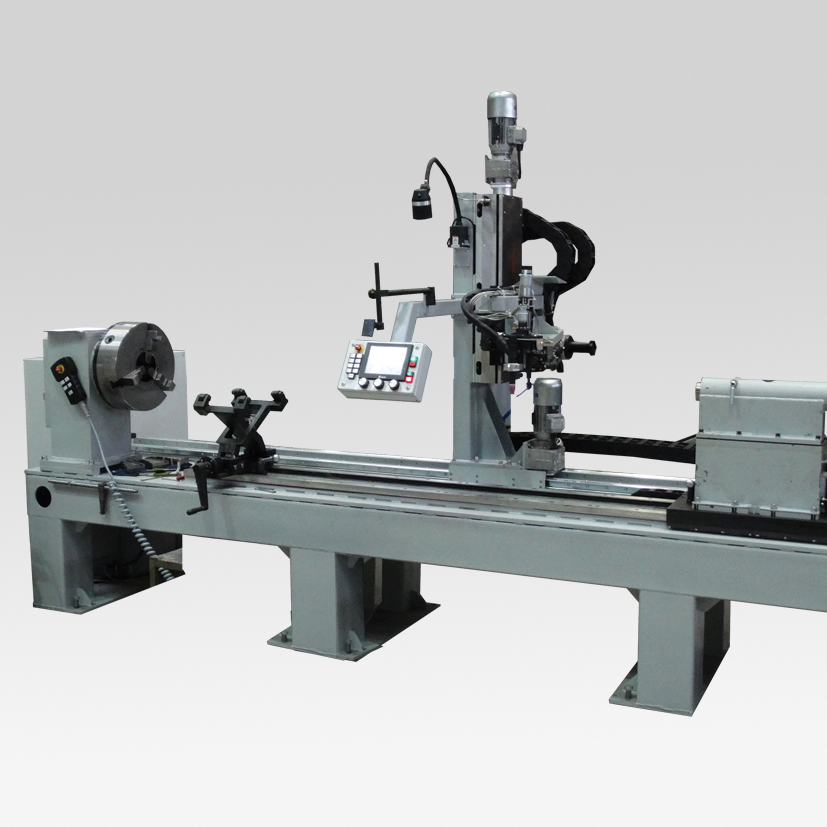
УСК-1200

| Год разработки | 2010 |
| Назначение | Автоматическая сварка кольцевых и круговых швов |
| Диаметр свариваемых деталей (мм) | 40 - 1200 |
| Длина свариваемых деталей (мм) | 50 - 1200 |
| Толщина свариваемых деталей (мм) | 0,8 - 10 |
| Свариваемые материалы | Конструкционные высоколегированные и нержавеющие стали, титановые сплавы |
| Скорость сварки (м/час) | 3-60 |
| Диаметр присадочной проволоки (мм) | 1,0; 1,2; 1,6; 2,0 |
| Источник питания | Tetrix-451 DC FWD |
| Устройство управления | Промышленный контроллер |
| Особенности | Сварка неплавящимся электродом в среде защитных газов, программирование траектории сварки, протоколирование параметров процесса сварки, наклон свариваемого изделия на угол 0 - 90 град., масса изделия до 500 кг. |
УСК-4200
| Год разработки | 2016 |
| Назначение | Автоматизированная аргонодуговая сварка кольцевых и круговых швов |
| Размеры свариваемых деталей (мм): | |
| диаметр | 80-1200 |
| длина | 50-4200 |
| толщина металла | 0,5 - 10 |
| Свариваемые материалы | Конструкционные высоколегированные и нержавеющие стали, титановые и алюминиевые сплавы |
| Скорость сварки (м/час) | до 20 |
| Диаметр присадочной проволоки (мм) | 0,8; 1,0; 1,2; 1,6; 2,0 |
| Источник питания | Tetrix-451 АС/DC FWD |
| Особенности | Сварка неплавящимся электродом в среде защитных газов с использованием системы АРНД, а также колебания горелки поперек стыка шва, наклон свариваемого изделия на угол 0° - 90°, масса изделия до 1500 кг. |
УСМК-2

| Год разработки | 2013 |
| Назначение | Автоматизированная аргонодуговая сварка кольцевых швов |
| Диаметр свариваемых деталей (мм) | до 500 |
| Длина свариваемых деталей (мм) | до 2000 |
| Толщина свариваемых деталей (мм) | до 30 |
| Свариваемые материалы | Титановые и нержавеющие стали |
| Скорость сварки (м/час) | до 20 |
| Диаметр присадочной проволоки (мм) | 1,6-3,0 |
| Источник питания | Tetrix - 551, ф.EWM, Германия |
| Особенности | Сварка многопроходных спиральных швов неплавящимся электродом в водоохлаждаемой камере с защитным газом. Применяется система слежения за длиною дуги (АРНД). |
УСКТ

| Год разработки | 2010 |
| Назначение | Автоматическая аргонодуговая сварка трубопроводов с фурнитурой |
| Диаметр свариваемых деталей (мм) | 5 - 14 |
| Длина свариваемых деталей (мм) | 1000 + 1000 |
| Толщина свариваемых деталей (мм) | 0,5 - 2,5 |
| Свариваемые материалы | Нержавеющие стали |
| Скорость сварки (м/час) | 5-20 |
| диаметр присадочной проволоки (мм) | 0,8; 1,0 |
| Источник питания | Triton 220 DC |
| Устройство управления | Промышленный контроллер |
| Особенности | Сварка неплавящимся электродом в среде защитных газов,синхронное вращение переднего и заднего вращателя, протоколирование процесса сварки |
УСК-20

| Год разработки | 2015 |
| Назначение | Установка для аргонодуговой автоматизированной сварки кольцевых швов |
| Размеры свариваемых деталей (мм): | |
| диаметр | 2 - 20 |
| длина | 100 - 1100 |
| толщина металла | 0,2 - 1,2 |
| Свариваемые материалы | Нержавеющие стали аустенитного и мертенситно-стареющего классов |
| Скорость сварки | 1 - 15 об/сек |
| Источник питания | PC - 100, Polysoude |
УСК-40

| Год разработки | 2015 |
| Назначение | Установка для аргонодуговой автоматизированной сварки кольцевых швов |
| Размеры свариваемых деталей (мм): | |
| диаметр | 2 - 40 |
| длина | 100 - 4500 |
| толщина металла | 0,2 - 3,0 |
| Свариваемые материалы | Нержавеющие стали аустенитного и мертенситно-стареющего классов |
| Скорость сварки | 1 - 30 об/сек |
| Источник питания | PC - 300, Polysoude |
УСТД

| Год разработки | 2015 |
| Назначение | Установка для аргонодуговой автоматизированной сварки кольцевых швов |
| Размеры свариваемых деталей (мм): | |
| диаметр | труба перефериная - 5,0 - 15,0; труба центральная - 20 - 40; трубная доска - 50-90 |
| длина | 800 - 1500 |
| толщина металла | 0,3 - 3,0 |
| Свариваемые материалы | Нержавеющие стали |
| Скорость сварки, мм/мин | 30 - 500 |
| Источник питания | PC - 300, Polysoude |
| Особенности | Сварка труб в трубной доске с использованием центрирующих приспособлений и автоматического поворота трубной доски |
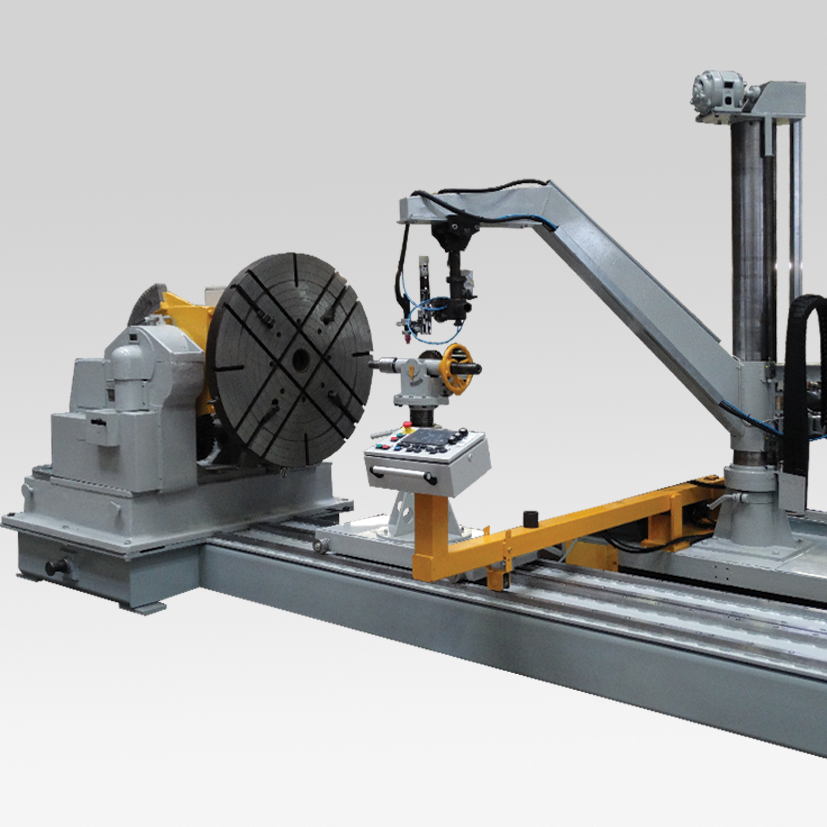
УСК-700/3200

| Назначение | Автоматизированная аргонодуговая сварка кольцевых и круговых швов |
| Диаметр свариваемых деталей (мм) | 700 |
| Длина свариваемых деталей (мм) | 3200 |
| Толщина свариваемых деталей (мм) | до 10 |
| Свариваемые материалы | Конструкционные высоколегированные и нержавеющие стали, титановые и алюминиевые сплавы |
| Скорость сварки (м/час) | 1-30 |
| Диаметр присадочной проволоки (мм) | 0,8; 1,2; 1,6; 2,0; 3,0 |
| Особенности | Сварка неплавящимся электродом в среде защитных газов с использованием системы АРНД, а также колебания горелки поперек стыка шва |
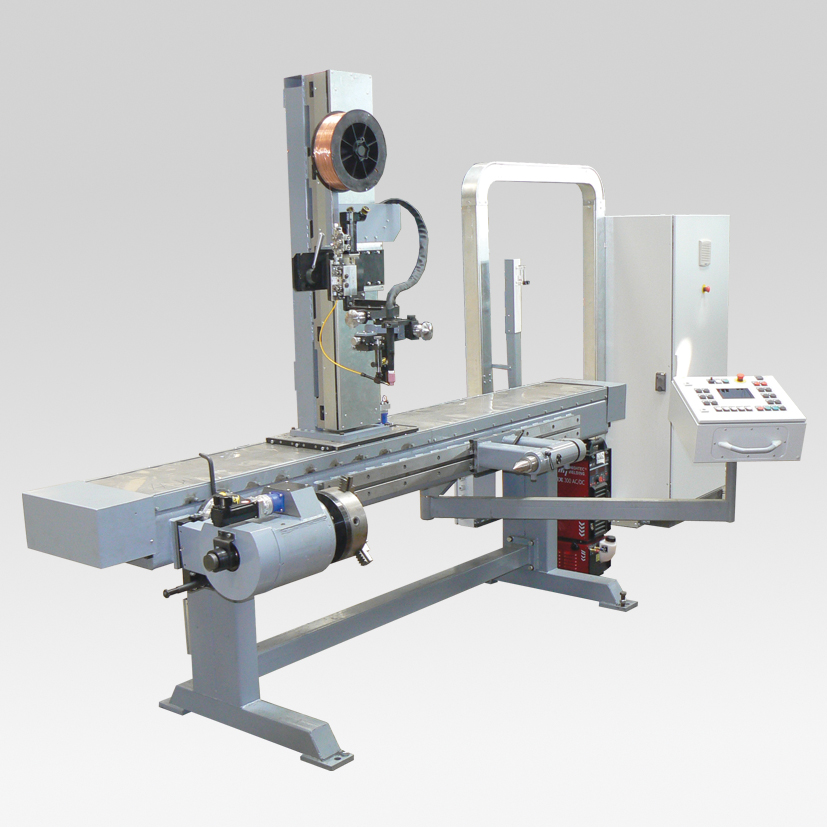
УСКПф-400/3000

| Назначение | Дуговая сварка под слоем флюса |
| Диаметр свариваемых деталей (мм) | 50 ... 400 |
| Длина свариваемых деталей (мм) | 600 ... 3000 |
| Скорость вращения шпинделя (об/мин) | 0,5 ... 5 |
| Скорость сварки (см/мин) | 0 ... 200 |
| Скорость подачи присадочной проволоки (см/мин) | 0 ... 2500 |
| Диаметр присадочной проволоки (мм) | 2 ... 4 |
| Сварочный ток (А) | 15 - 1250 |
| Сварочный ток | Непрерывный постоянный |